

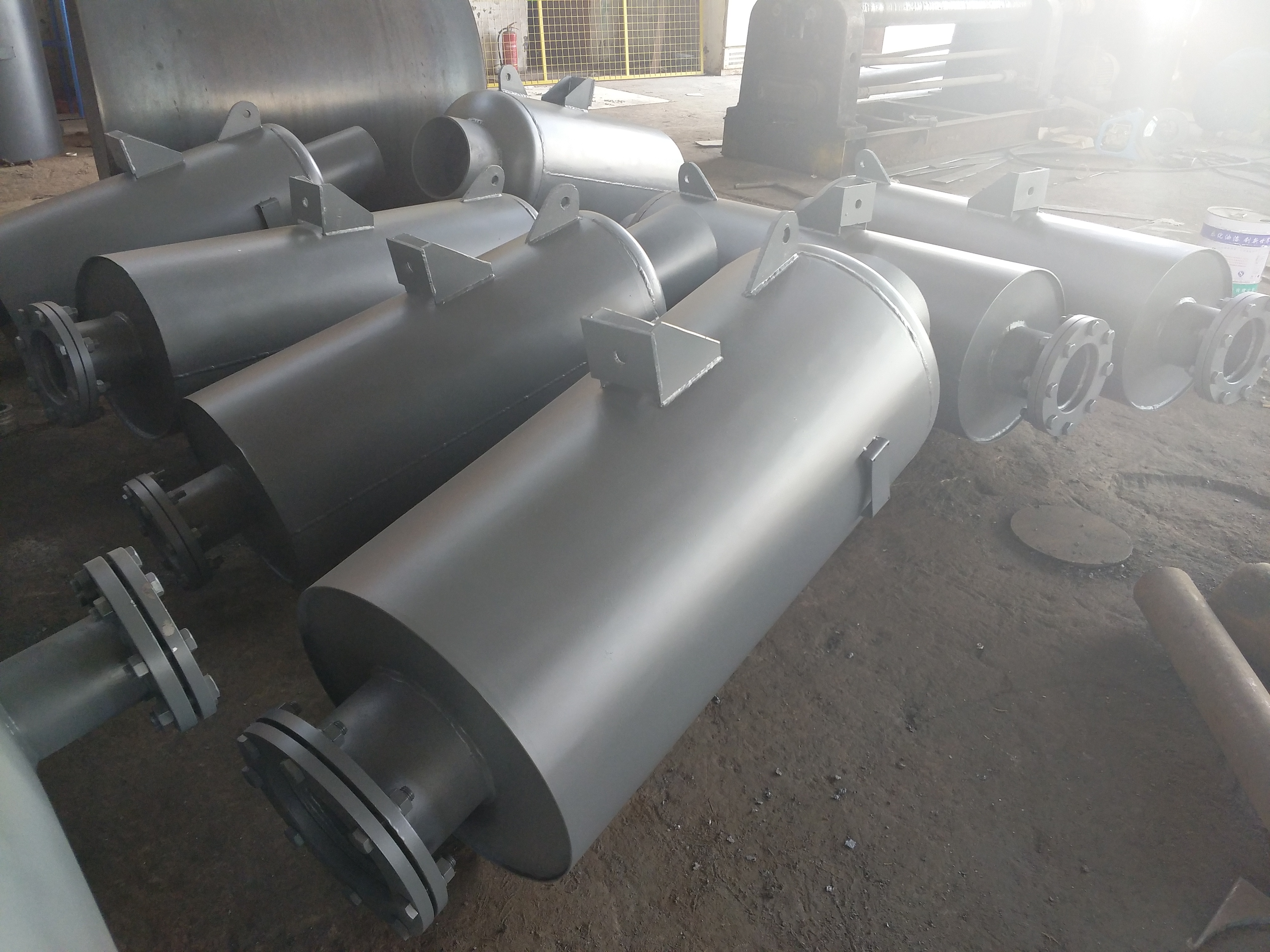
锅炉消声器,排气消声器,蒸汽消声器产品介绍
锅炉消声器,排气消声器,蒸汽消声器产品介绍消声器就是指针对一起具备噪音散播的气旋管路,可以用附带吸音内衬的管路及弯管或运用截面忽然更改以及他声阻抗不持续的管路等减噪元器件,使管路内噪音获得衰减系数或反射面回来。
发布时间:2025-02-12 01:26:15浏览数:


锅炉消声器,排气消声器,蒸汽消声器产品介绍消声器就是指针对一起具备噪音散播的气旋管路,可以用附带吸音内衬的管路及弯管或运用截面忽然更改以及他声阻抗不持续的管路等减噪元器件,使管路内噪音获得衰减系数或反射面回来。

锅炉飞灰取样装置详解及应用注意事项锅炉飞灰取样装置是燃煤锅炉系统中用于获取飞灰样品的重要设备,以下是对其的详细介绍:

连云港灵动机电设备有限公司生产的便携式等速飞灰取样器又称飞灰等速取样器以及旋流式飞灰等速取样器用于直吹式制粉系统-次风煤粉管道上定期煤粉取样。

电厂飞灰取样器原理与应用介绍电厂飞灰取样器是用于从电厂锅炉尾部烟道中采集飞灰样品的专用设备。以下是对电厂飞灰取样器的详细介绍:

锅炉汽水取样冷却器蛇形管一般有7—11组不等,各取样点引出后集中到取样箱冷却,冷却器蛇形管其材质原设计为1Cr18Ni9Ti奥氏体不锈钢,全部是由手工弯制而成,取样冷却器的冷却水全部采用工业水,由工业水母管接入。

锅炉压力容器锅炉压力容器是锅炉与压力容器的称,因为他们同属于种设备,在生产和生活占有很要的位置。概述锅炉是利用燃料或其他能的热能把水加热为热水或蒸汽的机械设备。

在设计压力容器时,都应该参照有关的遥遥家规范和标准的较新版本。设计得正确、合理与否,不仅涉及到制造、检验等环节的难易程度,影响到压力容器产品的制造成本和运转费用,而且直接关系到产品运行的遥遥遥遥。

管道消声器产主要用于发电部门-的锅炉、汽轮机等热力设备蒸汽排放的有-消声。管道消声器的消声量能满足《工业企业噪声卫生标准》的要求。

自动加药装置是生产用于电厂的给水、炉水、循环水、废水等处理,也可用于石油、化工、环保、供水系等行业。遥遥处于速发展的时代,工业污染肯是少不了的,污水处理是个长期

电厂飞灰取样技术指南电厂的飞灰取样是监测锅炉燃烧效率和燃煤过程的重要环节。以下是对电厂飞灰取样的详细介绍:

汽轮机油水冷却器换管,船用油水冷却器换管,冷水器-换304/316l不...

蒸汽联箱又称辅助,供热,低压,高压蒸汽联箱等,随着火电厂蒸汽联箱的应用...

热力除氧器有高位热力除氧器和低位热力除氧器是锅炉及供热系统关键设备,如...

大气式旋膜式除氧器主要由除氧塔头、除氧水箱两大件以及接管和外接件组成,...

疏水集管生产厂家,疏水集管的作用就是用在汽轮机本体疏水扩容器及疏水箱的...

我们的换热管换管铜管主要是换热管冷却器遥遥在冷油器,凝汽器,冷却器,换...

冷凝器在线胶球清洗装置主要由收球网、胶球循环泵、装球器、程控系统、清洗...
引风机消声器主要适用于降低罗茨系列风机的进气噪声,也可以用于对排气管道...

水泵真空保持器适用于各种用途的自吸式(负压吸水)水泵装置及水泵站,水厂...

集粒器也叫集渣器,对于-装再热机组蒸汽系统的吹洗,是防止由于在制造、运...

疏水箱是用来储存疏水的,如低压加热器及其它用蒸汽设备在工作过程-形成的...

放散消声器分为氧气放散消声器,氮气放散消声器等其他气体放散消声器,遥遥...

凝汽器管束更换原因及换热管材料技术解析(2025年工程技术视角)...

冷油器运维优化与技术创新(2025年实践指南)一、冷油器管束维护周期...

冷油器管束更换原因及换热管材料选择分析(2025年技术视角)一、冷...

冷油器:电力系统中的关键冷却设备冷油器,作为电力系统中汽轮机配套的重...

盘锦浩业化工大气式旋膜除氧器技术协议规范书? 大气式旋膜除氧器技术是锅...

你的不知道的制造业旋膜除氧器强大的作用? 你的不知道的制造业旋膜除氧器...

概述凝汽器胶球清洗装置由(二次滤网)、收球网、装球室、胶球输送泵和电气...


真空除氧器遥遥与锅炉焊接工艺不当是否受影响?真空除氧器遥遥与锅炉焊接工...
锅炉自动伸缩飞灰煤粉取样器产品安装应用?锅炉自动伸缩飞灰煤粉取样器产品...

如何选购优的旋膜式除氧器?如何选购优的旋膜式除氧器?的优一般都是取决于...

不锈钢换热管更换换热管的选用,不论是从遥遥能上比较,还是从上比较,有缝不...

锅炉消音器解决电厂管道噪音污染方案分析?_连灵动生产厂家Copyright © 2012-2025 连云港灵动机电设备有限公司 www.ld64.com版权所有
