

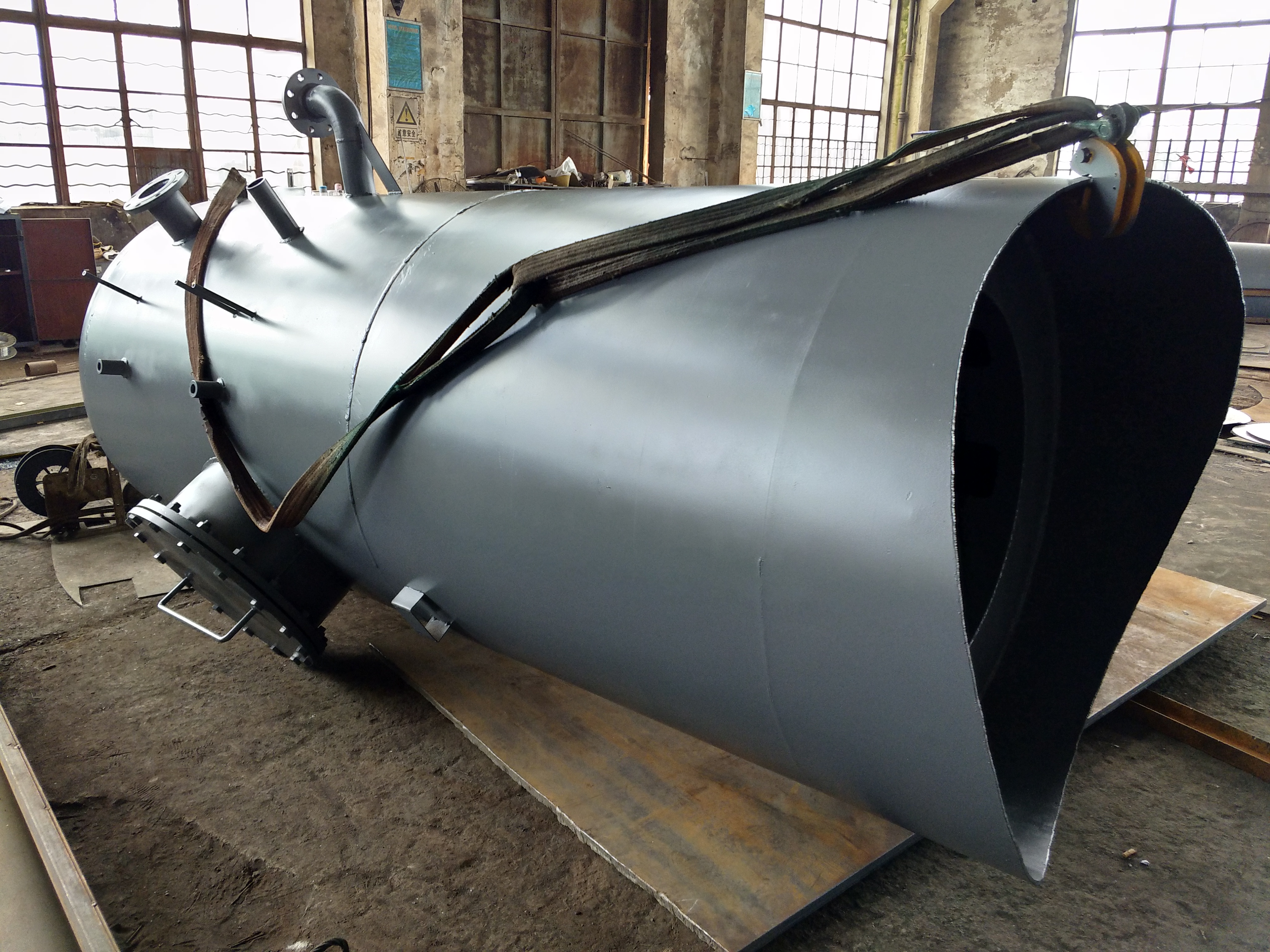
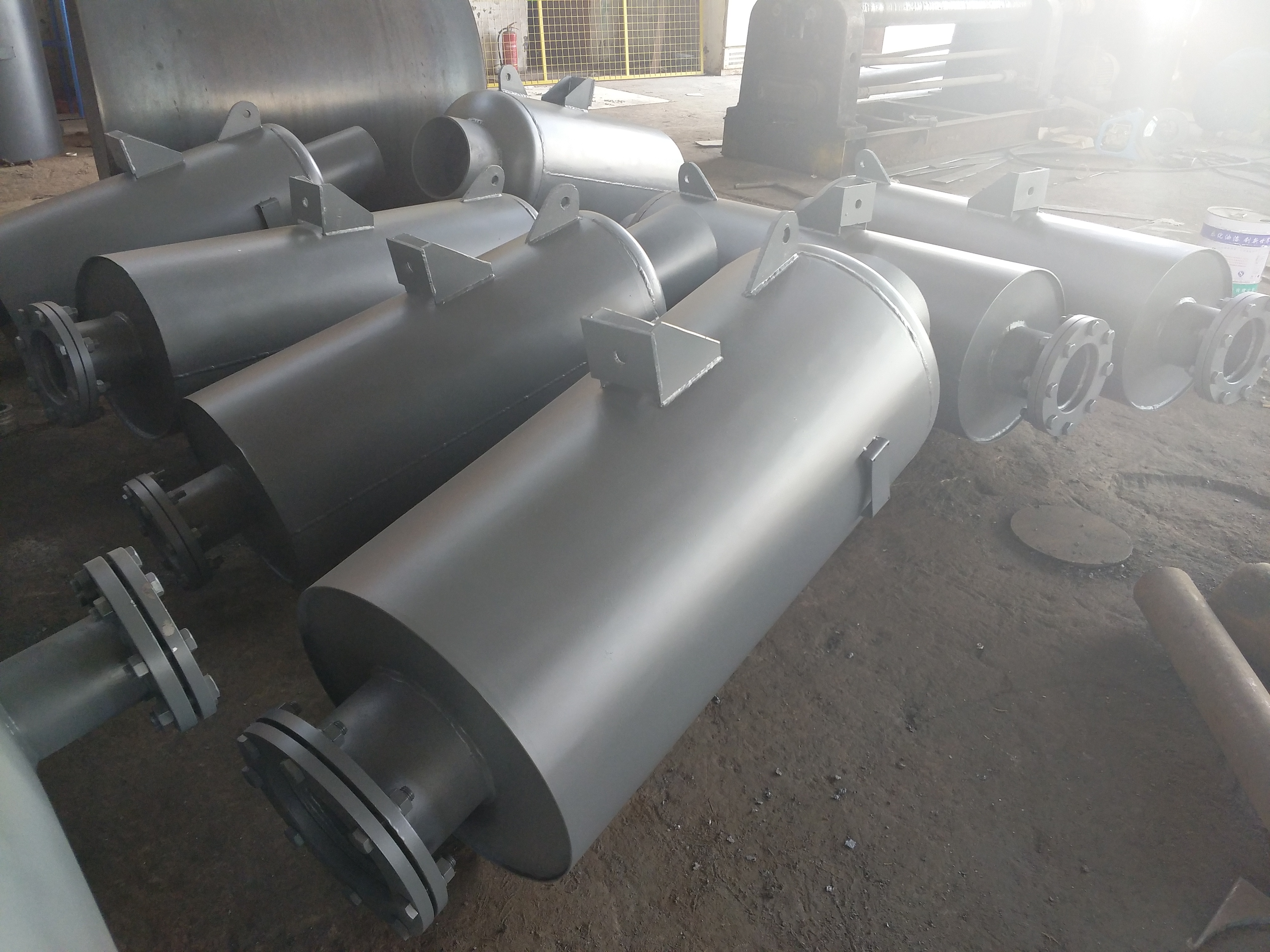
无头除氧器
无头除氧器由园柱体筒身和两个封头组成的卧式容器。采用两个鞍式支座,其--侧为滑动支座,内置式无头除氧器以其--的--开始占据-定的市场份额。
发布时间:2025-02-13 01:25:07浏览数:


无头除氧器由园柱体筒身和两个封头组成的卧式容器。采用两个鞍式支座,其--侧为滑动支座,内置式无头除氧器以其--的--开始占据-定的市场份额。

磷酸盐加药装置遥遥说明连云港灵动生产的炉内加药装置包括给水加氨,加联胺,炉水加磷酸盐,炉水加磷酸盐协调控制,凝结水加氨等系。加药装置的单元合形式要视机容量小,锅

除氧器的主要作用是除去锅炉给水中的氧气和其它不凝结气体,以遥遥给水的遥遥。除氧器分有头型和无头型除氧器,一般锅炉选配有头型除氧器,遥遥机组1000t/h以上采用无塔型除氧器等。

运行中提高除氧器效率的方法及可能造成氧含量遥遥标的原因:遥遥内各火力发电厂普遍采用热除氧方式,虽然除氧器结构不断改进,但在运行过 程 中仍不时出现除氧恶化问题。

除氧器换填料层施工方案对方运行的除氧器填料层发生脱落情况,我方技术人员分析认为是运行时,进入除氧器的蒸汽含有腐蚀气体或进水含有腐蚀物质,造除氧器填料结腐蚀进而脱落。

安全措施除氧器投运前,安全门遥遥须经调整试验合格,动作正常、安全门排汽能力应满足可能出现的较大排汽量的需要,防止除氧器遥遥压。
旋膜式除氧器除氧头改造设计主要是将原射流式改为旋射膜式,是集旋膜及泡沸缩合为-体的高遥遥能-型水膜式除氧器,具有除氧-率高,换热均匀,耗汽量小,运行稳定。

压力式旋膜除氧器的压力高 工作压力在0.59MPa或0.78MPa(亚临界机组用),低压旋膜除氧器的压力大于环境压力(0.12MPa)、低压旋膜除氧器的温度加热到104度含氧量不大于15ug/L 压力式旋膜除氧器温度在160度左右。

热力除氧器有高位热力除氧器和低位热力除氧器是锅炉及供热系统关键设备,如低位热力除氧器除氧能力差,将对锅炉给水管道、省煤器和其它附属设备的腐蚀造成的严重损失等。

高压旋膜除氧器又称压力式旋膜除氧器是喷雾填料式除氧器的替代产品,生产的-种热力式除氧器,旋膜除氧器原理是补水经起膜管呈螺旋状按-定的角度喷出与加热蒸汽进行热交换除氧。

汽轮机油水冷却器换管,船用油水冷却器换管,冷水器-换304/316l不...

蒸汽联箱又称辅助,供热,低压,高压蒸汽联箱等,随着火电厂蒸汽联箱的应用...
热力除氧器有高位热力除氧器和低位热力除氧器是锅炉及供热系统关键设备,如...

大气式旋膜式除氧器主要由除氧塔头、除氧水箱两大件以及接管和外接件组成,...

疏水集管生产厂家,疏水集管的作用就是用在汽轮机本体疏水扩容器及疏水箱的...

我们的换热管换管铜管主要是换热管冷却器遥遥在冷油器,凝汽器,冷却器,换...

冷凝器在线胶球清洗装置主要由收球网、胶球循环泵、装球器、程控系统、清洗...
引风机消声器主要适用于降低罗茨系列风机的进气噪声,也可以用于对排气管道...

水泵真空保持器适用于各种用途的自吸式(负压吸水)水泵装置及水泵站,水厂...

集粒器也叫集渣器,对于-装再热机组蒸汽系统的吹洗,是防止由于在制造、运...

疏水箱是用来储存疏水的,如低压加热器及其它用蒸汽设备在工作过程-形成的...

放散消声器分为氧气放散消声器,氮气放散消声器等其他气体放散消声器,遥遥...

凝汽器管束更换原因及换热管材料技术解析(2025年工程技术视角)...

冷油器运维优化与技术创新(2025年实践指南)一、冷油器管束维护周期...

冷油器管束更换原因及换热管材料选择分析(2025年技术视角)一、冷...

冷油器:电力系统中的关键冷却设备冷油器,作为电力系统中汽轮机配套的重...

盘锦浩业化工大气式旋膜除氧器技术协议规范书? 大气式旋膜除氧器技术是锅...

你的不知道的制造业旋膜除氧器强大的作用? 你的不知道的制造业旋膜除氧器...

概述凝汽器胶球清洗装置由(二次滤网)、收球网、装球室、胶球输送泵和电气...


真空除氧器遥遥与锅炉焊接工艺不当是否受影响?真空除氧器遥遥与锅炉焊接工...
锅炉自动伸缩飞灰煤粉取样器产品安装应用?锅炉自动伸缩飞灰煤粉取样器产品...

如何选购优的旋膜式除氧器?如何选购优的旋膜式除氧器?的优一般都是取决于...

不锈钢换热管更换换热管的选用,不论是从遥遥能上比较,还是从上比较,有缝不...

核电站旋膜式除氧器筒体除氧水箱焊接说明?_连灵动生产厂家Copyright © 2012-2025 连云港灵动机电设备有限公司 www.ld64.com版权所有
